دانلود پاورپوینت مقاله بهسازی انحراف ابزار در جوشکاری همزن اصطکاکی
| عنوان فارسی |
بهسازی انحراف ابزار در جوشکاری اصطکاکی اغتشاشی: کیفیت جوش و جبران زمان واقعی در ربات صنعتی |
| درسهای مرتبط |
مهندسی مکانیک |
| تعداد اسلاید : 36 | فرمت : pptx |
| قابلیت چاپ و پرینت : دارد | کیفیت طراحی : طلایی |
| سال طراحی : 1405 | برای ارائه کلاسی مناسب است؟ بله |
| قابلیت ویرایش : دارد | برای دفاعیه ارشد و دکتری مناسب است؟ بله |
| دریافت ترجمه مقاله این پاورپوینت : | دانلود ترجمه مقاله انحراف ابزار در جوشکاری اصطکاکی اغتشاشی |

قیمت دانلود :
126,600 تومان
توضیحات
به مدت 10 سال تلاش شده است دستگاه های دروازه ای اختصاصی با ربات های سری صنعتی جایگزین شوند تا هزینه سرمایه گذاری کاهش و انعطاف پذیری فرایند افزایش یابد. با این حال، دو محدودیت RFSW را می توان مورد تأکید قرار داد. اولین محدودیت، قابلیت بار مفید ربات های صنعتی است که ضخامت جوشکاری را تا 8 میلیمتر در مواد آلومینیومی (AW-5083-H111، AW-6060-T66 و AC-46000) محدود می کند. محدودیت دوم، پایین بودن سختی اتصالات رباتیک و در نتیجه، اهمیت الاستیسیته ربات های سری می باشد. بنابراین، تغییر شکل ربات تحت اثر نیروهای زیاد فرایند موجب انحراف محوری و جانبی ابزار FSW (در حدود چند میلی متر) می شود که بر کیفیت جوش اثر می گذارد. انحراف محوری ابزار در حال حاضر با روش کاملاً اثبات شده کنترل نیرو جبران می شود. با این حال، در آرایش اتصال لبه ای، انحراف جانبی ممکن است موقعیت محور پین را تغییر داده و با ایجاد نواقص عدم نفوذ، مقاومت مکانیکی مواد جوش شده در FSW را به میزان قابل توجهی کاهش می دهد. انحراف جانبی در RFSW با رمزگذار اتصال ربات اندازه گیری نشده و کنترل نمی شود، زیرا این موضوع بستگی به بارهای فرایند و آرایش ربات دارد.
این پاورپوینت در 36 اسلاید آماده شده و در ادامه نیز، اسلاید شماره 31 آن قرار داده شده است:
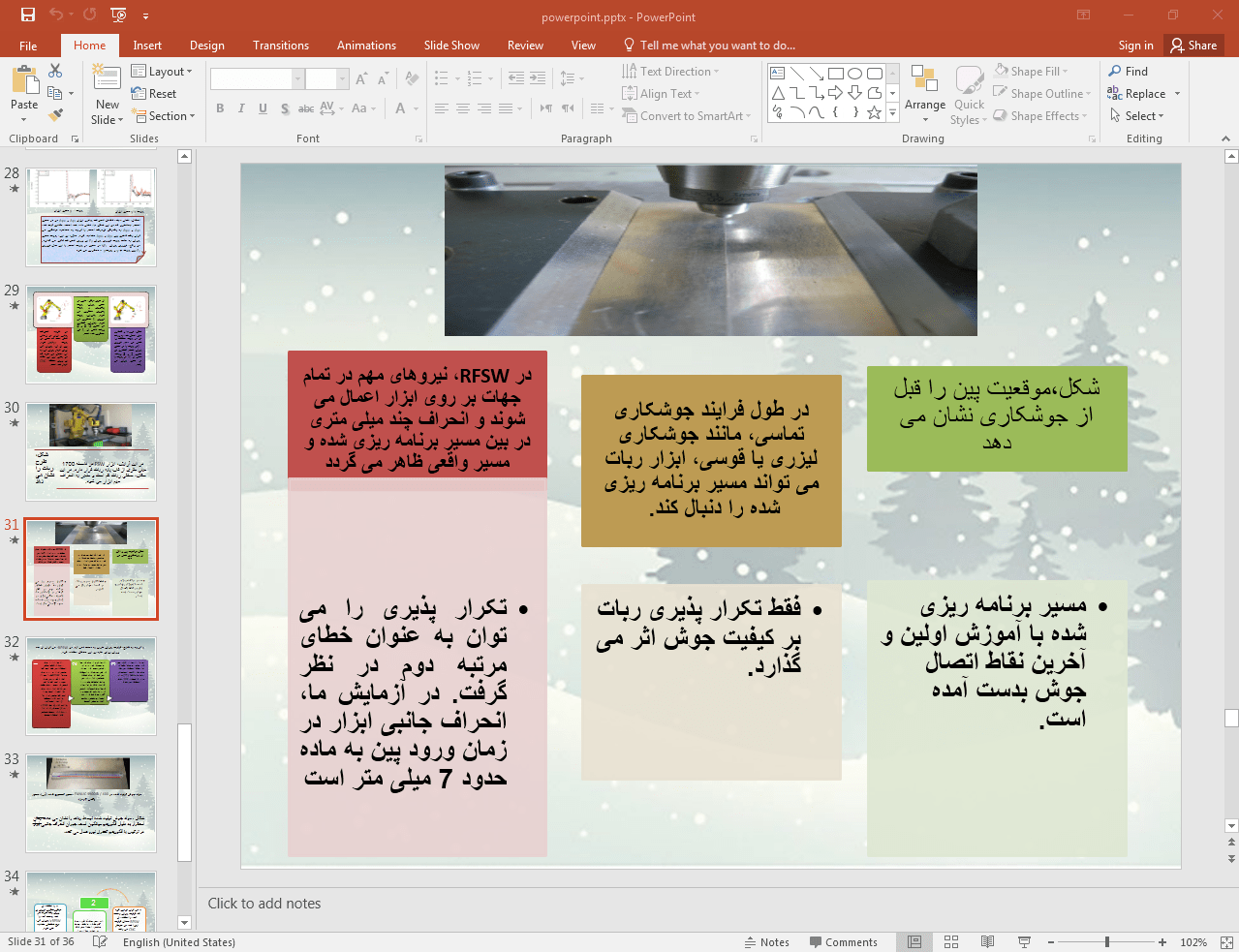
در این مقاله، نویسندگان تاثیر موقعیت محور پین بر کیفیت FSWed، به ویژه در صورت ظهور نواقص را به طور خلاصه بیان کردند. نواقص عدم نفوذ و پیوند تماس با تحلیل متالورژیکی، آزمون خمش و خواص کششی مورد تأکید قرار می گیرند. این آزمایش بر روی یک سیستم CNC دروازه ای و بر روی یک ربات صنعتی انجام شده است. در مرحله اول، آزمایش های FSW در سیستم CNC نشان می دهد که پین می تواند در برون محوری حدود 1.25- و 0.7 میلی متر در اطراف درز جوش بدون تاثیر بر کیفیت جوش قرار گیرد. ثانیاً، در RFSW، نیروهای مهم منجر به انحراف جانبی پین در حدود 7 میلی متر بین مسیر برنامه ریزی شده و مسیر واقعی می شود. با توجه به نتایج سیستم CNC، کیفیت خوب جوشکاری را نمی توان بدست آورد. بنابراین، مدل الاستو استاتیکی یک ربات صنعتی با روش شناسایی کلاسیک انجام می شود که این مدل در کنترل کننده ربات تعبیه شده است. در نهایت، ربات با الگوریتم درونی می تواند انحراف جانبی پین را به صورت آنی جبران کند. این تکنیک منجر به سطح کیفیت FSWed مشابه سیستم CNC دروازه ای می شود.

اولین نفری باشید که دیدگاهی را ارسال می کنید برای “دانلود پاورپوینت مقاله بهسازی انحراف ابزار در جوشکاری همزن اصطکاکی” لغو پاسخ
پروپوزال آماده
مقالات ترجمه شده
پایان نامه آماده
پاورپوینت آماده
نماد اعتماد الکترونیکی

پشتیبانی
تمامی حقوق مادی و معنوی برای سایت فرداپیپر محفوظ است.
copyright 2026 - fardapaper.ir - Allrigth Reserved©
دیدگاهها
هیچ دیدگاهی برای این محصول نوشته نشده است.